冷拉鋼如何去除應力?
在拉伸過程中會出現塑性變形,從而產生位錯和局部的殘余應力。 著急用可以通過退火可以消除,如果不著急用,最簡單的方法是放一段時間.
什么是殘余應力?
殘余應力是由于工件在制備過程中,在構件內部產生的應力。在無外力作用下,以平衡狀態存在于物體內部的應力。從概念可以看出,殘余應力不是指一個數值而是一個分布狀態或稱為殘余應力場。殘余應力不只存在壓應力或拉應力而是同時存在與之平衡的拉應力或壓應力。殘余應力是彈性應力,理論上其數值不應該超過材料的屈服強度。
殘余應力產生的原因主要包括:
1.不均勻變形:塑性變形后,載荷去除后內部由于變形形成的應力;
2.熱作用:簡單舉例:冷卻過程中外部冷卻快,內部冷卻慢,因而外部呈現拉應力,內部呈現壓應力狀態;還有因為相變等等原因產生的熱殘余應力。
3.化學作用產生的應力。
殘余應力產生過程可用圖1簡單表示,在沒有應力作用下從物體R中切取正方形的A部分。接著將切下來的A進行任意操作變成B,此時若要再想將其放入R,則需將其施加作用力變成C,然后如D將其放入R。若此時將力釋放,則會像E中所示,所放入的部分與其周邊均會發生變形。這就是產生殘余應力的狀態。反之,通過對切取部分變形量進行測量,可反推出殘余應力的大小。這也是殘余應力測試的方法。
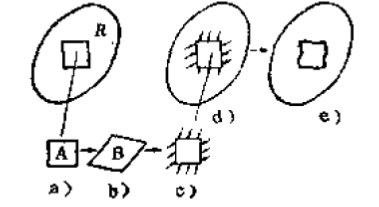
【圖1】
殘余應力產生過程
2.金屬類殘余應力檢測方 法
分類:有損檢測;無損檢測。區別就是是否破壞試樣。 測試方法有很多種,亂七八糟使用不多的方法就不說了,僅介紹最常用的測試方法以及最新的很牛逼的測試方法:
(1)盲孔法:
屬于有損檢測法,在有殘余應力的的構件上鉆一小孔,使孔的領域由于部分應力釋放產生相應位移形變,經換算得到孔處原有應力。
(2)X射線衍射法
X射線衍射主要是利用晶體X射線衍射的布拉格方程,依據晶體衍射峰的偏移方向和幅度來確定殘余應力的性質和大小。屬于無損檢測,測試精度高。缺點是僅能完成表層應力值測試:厚度根據材質不同大概在幾微米到幾十微米之間。通過逐層剝離可進行構件更深處殘余應力值測定,但是剝離會對測試結果精度有一點影響。尤其是表層殘余應力梯度大的試樣,影響尤甚。工欲善其事必先利其器。
(3)同步輻射
同步輻射檢測殘余應力的原理是利用電磁輻射所產生的波,在零件表面發生衍射判斷原子間距發生的變化進而推導出殘余應力。該電磁輻射是相當于光速速度的帶電粒子在弧形軌道上運動時發出的,同時又可以稱為“同步加速器輻射”或“同步光”。與傳統的X光相比,同步輻射波長具有亮度強、波譜寬、準直度高、脈沖性和偏振性等獨特性能,測定殘余應力時可以選用不同晶面和測定不同深度,可開展空間分辨率高的殘余應力無損測定和結合試驗臺開展某些原位實驗,它的缺點是因使用多級加速器而占地面積大和運行投入成本高。
(4)中子衍射
中子衍射和同步輻射一樣,都是利用晶體衍射的布拉格方程來計算出應變再算出殘余應力,與其他方法相比,中子衍射的穿透層較深,鋁合金為200mm,鋼鐵材料為80mm,(可是據要去做實驗的地方說高溫合金穿透8mm),空間分辨率目前最好的為0.5mm,因此測定殘余應力時獲得的是至少0.5mm內的平均殘余應力。它的優點是可無損原位測定材料內部的殘余應力,缺點是測定的數值是較大區域內的平均應力,對測定殘余應力梯度分布,尤其是噴丸強化的殘余應力分布很難精確測定,而且設備投入大運行費用高。
3.高溫合金殘余應力消除常用方法
(1)調整制備工藝參數:因為在構件制備工藝過程中,大多階段都可以引入殘余應力,包括合金熔煉、鍛造,軋制,焊接,切削等加工過程、熱處理冷卻等都會導致殘余應力產生,因此首先要做的就是調整工藝參數。
(2)去應力退火(最常用):通過低溫熱處理,消除內部殘余應力。
(3)振動消除(沒用過,去一家單位交流時聽說的,反正高溫合金上沒聽說有人用):用便攜式強力激振器,使金屬結構產生一個或多個振動狀態,從而產生如同機械加載時的彈性變形,使零件內某些部位的殘余應力與振動載荷疊加后,超過材料的屈服應力引起塑性應變,從而引起內應力的降低和重新分布。
(4)噴丸:放在這里可能不合適,但是通過構件表面進行噴丸可有效改善構件表層殘余應力。
